
A client once sent us a returned impact driver and asked us to diagnose why it failed after four months. The motor was fine. The battery was fine. The culprit: a planetary gearbox with gears that looked fine on the outside but had surface fatigue cracks radiating from the tooth root — the kind you only see under a microscope.
That gearbox had been through induction hardening at the wrong frequency for its module size. The hardened layer was too shallow, the transition zone between the case and core was sharp rather than graduated, and under repeated stall-torque events, micro-cracks nucleated right at that transition. The tool ran fine for the first few weeks. Then it started making a grinding noise no one could localize. Then it locked up.
This happens more often than most buyers realize. The problem isn’t that cheap gearboxes exist — it’s that buyers don’t know what questions to ask, and suppliers know it.
In this article, I’ll walk through how planetary gearboxes actually work in power tools, what causes premature gear failure, and how to evaluate a supplier’s gear quality without a materials science degree.
What Is a Planetary Gearbox in a Power Tool?
Most cordless power tools — drills, impact drivers, grinders, saws — use planetary gearboxes to step down the high-speed motor rotation to the lower RPM, higher torque output that the tool actually needs.
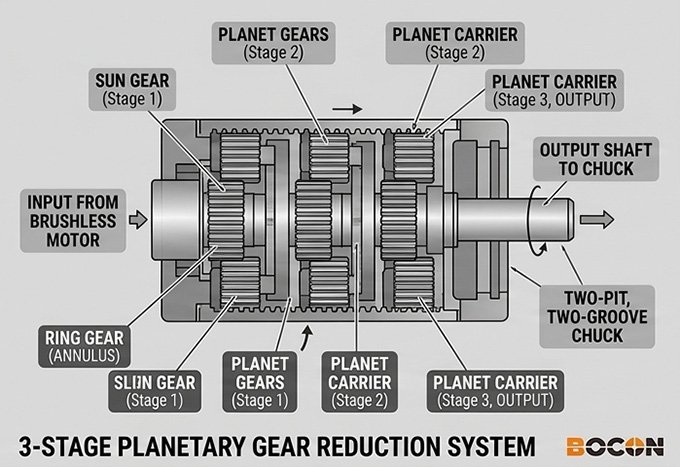
A planetary gearbox gets its name from the gear arrangement: a central sun gear drives multiple planet gears that orbit around it, which in turn mesh with an outer ring gear (the annulus). The planet gears are held in a carrier that transfers the output rotation.
This layout has specific advantages for power tools:
- Compact size: All gears mesh simultaneously, distributing load across multiple teeth — you get high torque reduction in a small package
- High efficiency: Rolling contact between gears means less energy loss than sliding contact systems
- Coaxial design: Input and output shafts are in line, which fits neatly inside a cylindrical tool body
A typical 18V cordless drill uses a two-stage or three-stage planetary gearbox. Stage one might reduce from ~20,000 RPM motor speed down to ~5,000 RPM. Stage two takes it down to ~1,200 RPM. The final output torque is 5–8× what the motor alone could deliver.
The quality of those stages — the precision of the tooth profiles, the hardness and case depth of the heat treatment, the surface finish of the gears — determines whether that drill survives 500 cycles or 5,000.
Why Gear Quality Is the Difference Between a $45 Tool and a $150 Tool
Buyers often ask us why our quoted price is higher than a competitor they found on a sourcing platform. The planetary gearbox is usually a significant part of that answer.
Here is the breakdown of where planetary gearbox quality diverges:
1. Material Selection
The starting material matters more than most buyers realize. Planetary gears in power tools are typically made from:
- Low-carbon alloy steels (e.g., SCM415, SCM420, AISI 8620): These are designed for case-hardening processes and have the right carbon content profile for deep, uniform hardening
- Medium-carbon steels (e.g., AISI 1045): Sometimes used when induction hardening is the intended process, but less ideal for deep case applications
The cheaper alternative: gears stamped from cold-rolled strip steel with no alloying elements, minimal carbon content, and essentially no hardenability. These will not hold up under repeated load regardless of what heat treatment is applied, because the base material simply doesn’t have the carbon needed to form a hard, wear-resistant surface.
Insider tip: Ask your supplier for the material spec sheet and the actual steel heat number. If they can’t produce it, that’s a red flag. We maintain material traceability from steel coil to finished gear at our facility.
2. Gear Tooth Geometry and Precision
Gear quality is classified by international standards (ISO 1328, AGMA 2015) on parameters including tooth thickness variation, lead deviation, and runout. Higher precision gears mesh more smoothly, distribute load more evenly, and generate less noise.
In power tool applications, you typically see three quality levels:
| Quality Level | Application | Typical Specification | What It Means in Practice |
|---|---|---|---|
| Q7–Q8 (Budget) | Disposable consumer tools, promotional items | ISO 10–11 | Noticeable noise under load, faster wear, limited torque output |
| Q5–Q6 (Standard) | Trade/professional tools | ISO 7–8 | Acceptable for most commercial use, moderate service life |
| Q3–Q4 (Precision)** | Premium/industrial tools | ISO 4–6 | Smoother operation, longer service life, lower failure rate |
Q3–Q4 planetary gears for power tools are what we manufacture at Bocon — the precision level where the investment in quality actually pays back over the tool’s service life.
Precision at this level doesn’t just happen. It requires:
- Gear hobbing or grinding on CNC equipment with tight tolerances (±0.01 mm on critical dimensions)
- Heat treatment distortion control so post-heat geometry stays within spec
- In-process inspection with gear measurement equipment, not just go/no-go gauges
The gap between Q6 and Q4 isn’t just a price difference — it’s the difference between gears that distribute load across 6 teeth and gears that load up properly across 8–12 teeth in a planetary set. Under the same impact load, the Q6 gears wear out faster because each tooth sees higher stress.
3. Heat Treatment: Where Gear Life Is Won or Lost
Heat treatment is where most gearbox quality differentiation actually happens — and where it’s hardest for buyers to verify without destructive testing.
Heat treatment transforms a relatively soft steel gear into a hard, wear-resistant component that can handle the extreme contact stresses and shock loads in power tool applications. There are three main processes used for power tool planetary gears:
Carburizing
Carbon is diffused into the gear surface at high temperature (850–1,040°C), then the gear is quenched and tempered. The result: a hard case (58–62 HRC) with a tough, ductile core.
This is the gold standard for planetary gears in shock-loaded applications. The deep case (0.4–1.5 mm) means the hardened layer extends well below the maximum shear stress zone under the tooth surface, preventing subsurface fatigue failures. The tough core absorbs impact energy without shattering.
Insider tip: Vacuum carburizing (a higher-end variant that uses low-pressure carbon-rich atmosphere instead of gas atmosphere) reduces distortion by approximately 50% compared to traditional oil quench carburizing. This matters for planetary gears because the sun gear, planet gears, and annulus all need to maintain precise center distances for proper load sharing. We’ve invested in vacuum carburizing capability specifically for this reason.
Induction Hardening
High-frequency electromagnetic heating targets only the tooth flanks, hardening them rapidly (seconds per gear). The rest of the gear body remains relatively soft and ductile.
This is the most cost-effective process, which is why it’s ubiquitous in budget power tool gearboxes. The problem: induction hardening produces a sharp hardness gradient at the case-core boundary. Under the repeated shock loads and stall torque events that power tools experience, that sharp transition zone becomes a crack initiation site.
For light-duty tools used intermittently, induction hardening is fine. For tools that will see daily use under load, it’s a long-term reliability compromise.
Nitriding
Nitrogen is diffused into the surface at lower temperatures (500–550°C) without quenching. The result is a very hard surface (58–70 HRC) with minimal distortion.
Nitriding produces the best surface finish and near-zero dimensional change after treatment — excellent for precision applications. But the case depth is shallow (0.1–0.7 mm), which limits nitrided gears to lower-load applications. For heavy-duty power tools under high stall torque, nitriding alone is generally insufficient.
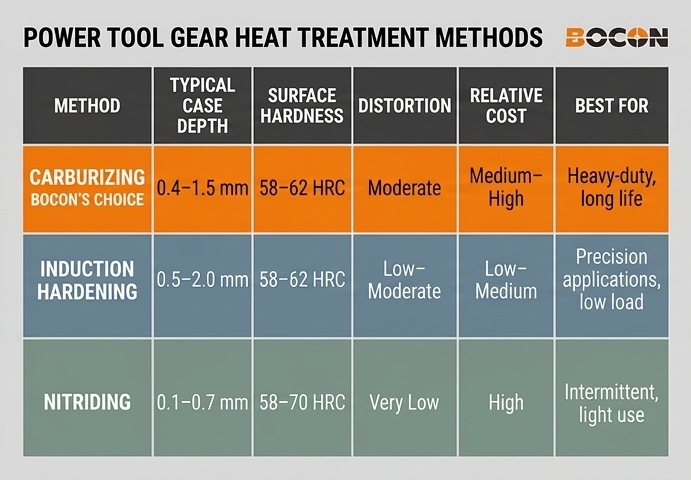
| Heat Treatment | Case Depth | Surface Hardness | Distortion | Relative Cost | Best For |
|---|---|---|---|---|---|
| Carburizing | 0.4–1.5 mm | 58–62 HRC | Moderate | Medium–High | Heavy-duty power tools |
| Induction Hardening | 0.5–2.0 mm | 58–62 HRC | Low–Moderate | Low–Medium | Budget tools, light-duty |
| Nitriding | 0.1–0.7 mm | 58–70 HRC | Very Low | High | Precision/low-load applications |
The short version: if a supplier can’t tell you what heat treatment process they use and why they chose it for your application, they’re probably using the cheapest option.
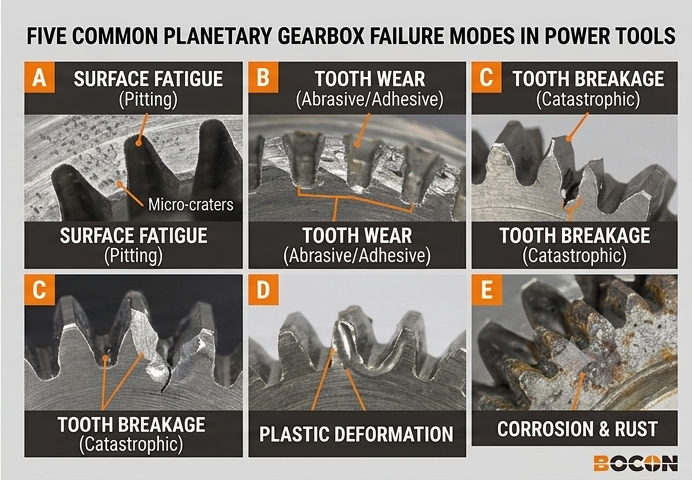
The Five Most Common Planetary Gearbox Failure Modes in Power Tools
Understanding what kills gears helps you know what to inspect and what to ask your supplier about.
1. Surface Fatigue (Pitting and Spalling)
Pitting appears as small craters on the gear tooth surface. Spalling is a more severe progression — larger sections of the hardened case breaking away. Both are caused by repeated contact stress exceeding the surface fatigue limit.
In power tools, this shows up first in the first-stage sun gear, which has the highest Hertzian contact stress. If the case depth is insufficient or the surface hardness is below spec, pitting can appear within weeks of heavy use.
2. Tooth Wear (Abrasive and Adhesive Wear)
Abrasive wear happens when contamination — metal particles from early-stage wear, dust, or debris — acts as an abrasive between meshing teeth. Adhesive wear occurs when the two surfaces actually cold-weld and tear apart.
Both are accelerated by inadequate lubrication (yes, power tool gearboxes need internal lubrication) and by using unhardened or poorly hardened gears. You can often see adhesive wear as a “battered” appearance on the tooth flank.
3. Tooth Breakage (Catastrophic Failure)
A cracked or broken gear tooth is the worst-case failure mode. It usually starts as a fatigue crack at the tooth root — the point of highest bending stress — and propagates under cyclic loading until the tooth snaps.
Root cracks are most common in gears with:
- Insufficient case depth at the root (the root isn’t hardened deep enough to resist bending fatigue)
- Sharp fillet geometry at the root (stress concentration)
- Residual tensile stress from improper heat treatment
Once a tooth breaks, the failure cascades — fragments damage the meshing gears, and the gearbox locks up or grinds itself apart.
4. Plastic Deformation
If a gear is overloaded beyond its yield strength — say, a drill is used to power through a seized bolt repeatedly — the teeth can permanently deform. This is more common with induction-hardened gears (sharp case-core boundary) than with properly designed case-hardened gears.
5. Corrosion and Rust
Gears stored or used in humid environments can corrode. Surface rust weakens the hardened case and creates stress risers. This is increasingly relevant as power tools are sold into markets with different storage and use conditions.
How to Evaluate a Gearbox Supplier Without Destructive Testing
Most buyers can’t cut open a gearbox to check case depth. Here is what you can do:
1. Ask for a heat treatment certificate. Any reputable supplier should provide third-party heat treatment reports showing surface hardness (HRC), case depth (mm), and core hardness. If they say “our heat treatment is fine,” that’s not a certificate.
2. Ask about their heat treatment process — and why they chose it. We already covered the differences. A supplier who can explain why their process fits your application’s load profile and duty cycle is a supplier who has thought about your problem.
3. Ask for material traceability. Which steel grade, which heat number, which steel mill. Traceability isn’t just a quality claim — it’s how you manage risk when something does go wrong.
4. Ask about inspection equipment. Do they use gear measurement machines for incoming and outgoing inspection? Or go/no-go gauges? There’s a significant difference in what each method can detect.
5. Ask for a failure-mode analysis from a previous case. It’s not unreasonable to ask: “When you had a gearbox quality issue, how did you diagnose it and what did you change?” Suppliers who have a systematic quality process can answer this. Suppliers who have never had a quality issue may be lying — or may not have the inspection capability to detect problems.
6. Ask about their tolerance for variation. Planetary gearsets require precise center distances. If the carrier bore, the sun gear location, and the annulus bore all have excessive variation, the planets won’t share load evenly. Ask about the tolerance stack-up analysis they perform.
The Real Cost of Cheap Gearboxes
Here is a simple model that buyers often overlook:
A planetary gearbox that wears out in 6 months might save $3–5 per unit at 1,000-unit order. But if your customer returns 15% of those tools under warranty, your warranty cost, logistics cost, and reputation damage will far exceed the unit savings.
European warranty processing alone runs €15–40 per returned unit when you factor in handling, freight, inspection, and replacement. If you’re selling into markets with mandatory warranty periods (the EU requires a minimum 2-year guarantee), a gearbox that dies at 18 months costs you in the worst possible place: after the sale, with an angry customer.
The math often works out that spending $5 more per unit on a better gearbox saves $20+ per unit in warranty costs over the product’s service life. We’ve modeled this with clients repeatedly. The numbers are consistent.
How Bocon Approaches Planetary Gearbox Manufacturing
We’ve been designing and manufacturing cordless power tools since 2017, and we’ve had 15 years of engineering experience in precision transmission components before that.
Our planetary gearbox approach reflects what we’ve learned:
- We use case-carburized planetary gears (with vacuum carburizing for critical applications) because it gives us the deep, graduated case profile that resists both surface fatigue and root cracking under shock loading. We won’t sell you induction-hardened gears at a price that implies something better.
- We manufacture our own gears in-house on CNC gear-hobbing and gear-grinding equipment, which means we control tooth geometry, quality level, and heat treatment coordination as an integrated system — not as separate operations from different suppliers.
- We build gearbox durability into the design, not just hope the heat treatment saves it. That means proper fillet geometry, adequate safety factors on tooth bending and contact stress, and carrier designs that ensure even planet load sharing.
- We can walk through specific gear designs with you based on your torque requirements, expected duty cycle, and target price point. If the answer is “we can’t hit that price with the durability you need,” we’ll tell you — because we’d rather build a tool that earns your customer a good review than one that ends up in a return box.
If you’re evaluating suppliers for a new power tool line and want to understand what you’re actually getting in a gearbox — not just the spec sheet, but the engineering decisions behind it — we’re available to talk specifics.
Key Takeaways
- Planetary gearbox quality in power tools is determined primarily by material selection, gear precision class, and heat treatment process.
- Carburizing (especially vacuum carburizing) delivers the best durability for heavy-duty power tool applications, with deep case depth and a tough core.
- Induction hardening is cost-effective but creates a sharp hardness transition zone that compromises fatigue life under repeated shock loads.
- Ask for heat treatment certificates, material traceability, and an explanation of why their process fits your application.
- The per-unit price premium for quality gearboxes is almost always lower than the warranty and reputation cost of premature gearbox failures.